


1、送纱及送毡装置
送纱装置主要是放置生产所必须的玻璃纤维粗纱纱团纱架。结构一般很紧凑,这样可以减少占地面积。大小取决于纱团的数目,而纱团的数目又取决于制品的尺寸。一般要求稳固、换纱方便、导纱自如、无任何障碍,并能组合使用。有框式和梳式两种形式,可按装脚轮,便于移动。 送毡装置主要是安放在用的各种毡材并能顺利准确地导出的材料架。在送进过程中,不必给毡材增加张力。毡材在通常情况下一般不浸胶,而是直接送入模具。
2、浸胶装置
浸胶装置由树脂槽、导向辊、压辊、分纱栅板、挤胶辊等组成。槽内配以导纱压纱辊,树脂槽的前后要形成一定的角度,使粗纱在进出树脂槽时的弯曲角度不至于太大而增加张力。为了能调节树脂的温度,树脂槽一般还设有加热装置,这对于环氧树脂的拉挤尤为重要。
3、预成型装置
预成型装置是根据制品品种的要求使浸透了树脂的增强材料逐步除去多余的树脂,排除气泡,将产品所需的纱和毡合理地、准确地组合在一起,确保它们的相对位置并使其形状渐缩并接近于成型模的进口形状。然后再进入模具,进行成型固化。预成型装置没有固定的模式,要根据产品的形状和要求及操作习惯来设计。
4、成型模具
成型模具是拉挤成型技术的重要工具,成型模具横截面面积与产品横截面面积之比一般应大于或等于10,以保证模具有足够的强度和刚度,加热后热量分布均匀和稳定。成型模具的长度是根据成型过程中牵引速度和树脂凝胶固化速度决定,以保证制品拉出时达到脱模固化程度。一般采用钢镀铬,模腔表面要光洁,耐磨,以减少拉挤成型中的摩擦阻力和提高模具的使用寿命。
5、牵引设备
牵引机是拉挤成型工艺中的主机,它必须具备夹持与牵引两大功能,夹持力、牵引力、牵引速度均需可调。牵引机有履带式和液压式两大类。履带式牵引机的特点是运动平稳、速度变化量小、结构简单,适用于生产有对称面的型材、棒、管等。另一种是液压牵引机,具有体积紧凑、惯性小,能在很大的范围内实现无级调速、运动平稳,与电气、压缩空气相配合,可以实现多种自动化,用于玻璃钢制品拉挤是非常合适的。
6、切割装置
一般采用标准的圆盘锯式人造金刚石锯片,有手动切割和自动切割。自动切割机可以为拉挤生产的自动化提供保障,效率更高。
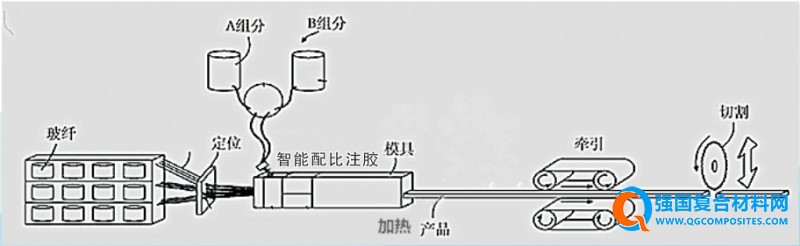
注胶设备:
拉挤工艺双组份智能配比注胶系统是东莞市久耐机械有限公司自主研发的一款可适用于双组份环氧树脂、聚氨酯复合材料拉挤成型的生产最适用的注胶系统,该设备具备出料量范围宽,出胶量精确平稳,比例可调整,易调控,注胶压力稳定等优点。可应用于环氧树脂、聚氨酯,满足不同胶水比例,不同产品出胶量需求生产线作业。

优势:高效率,高精度,高智能,配比稳定性高,快速成型,24小时不间断连续生产,注胶压力稳定。
我司已跟行业很多公司合作,积极整合行业资源,免费为客户提供产品全方位解决方案,欢迎来电13925701708付生咨询交流,谢谢!